摘 要
传统的制砂筛分技术分为干法和湿法筛分。传统干法筛分因细料、粉料较多,易堵筛,不易筛分,导致筛分效率低下,同时筛分过程粉尘外扬,造成环境污染等缺陷。湿法筛分技术,可提高筛分效率,但存在细砂(0.16mm以下的颗粒)流失严重,影响砂子的连续级配,造成细度模数偏粗,带来二次污染沥青网sinoasphalt.com。空气筛分技术巧妙的结合了风选技术及筛分技术的优点,与传统的筛分技术相比,具有如下优点:1)实现细料、粉料的最大面积筛分,提高筛分产能与效率;2)结合负压除尘系统,可剔除成品砂中多余的石粉,控制成品砂含粉量,且整体密封无粉尘外泄;3)采用粒度调整技术,实现成品砂细度模数自动调整;4)其产品,通过配合US7制砂主机,可以达到完美的国家二区标准中心,媲美天然砂。
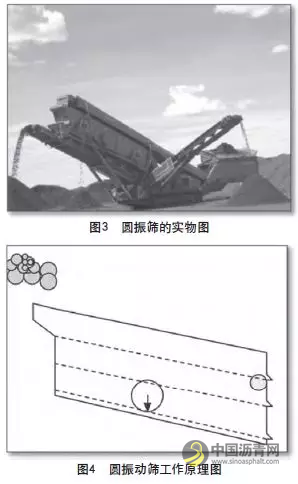
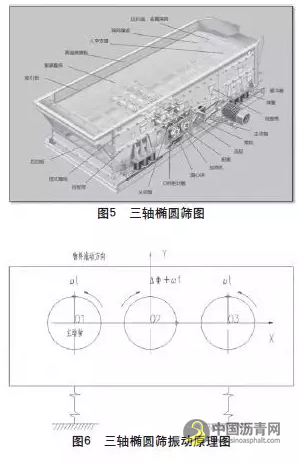
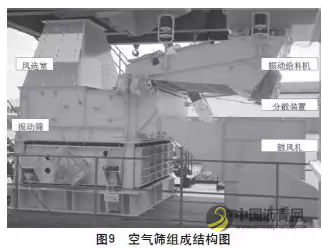
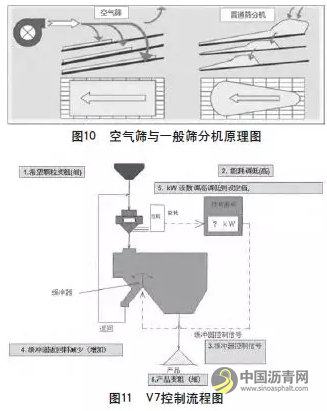
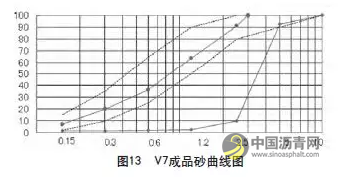
关键词 筛分效率 | 空气筛 | 细度模数 随着基础建设的日益发展,在我国不少地区经过几十年的开采,有限的天然砂资源已经用尽,价格不断上涨。能够开采的区域和河流,经过多年开采,资源在迅速减少,出于对环境和资源的保护,保护生态平衡,国家和政府严格限制或禁止开采天然砂法规和政策出台,进一步减少了天然砂的来源。自然资源的日渐枯竭和环境问题日益凸显,天然砂的供应将越来越少,人工砂的需求将会不断增加。为了适应新形势的发展,2002年2月1日起实施的国标GB/T14684-2001《建筑用砂》首次增加了人工砂种类,确定人工砂为新砂源;国家发展和改革委员会2005年12月2日发布的产业结构调整结构指导目录中,把发展50万吨/年及以上的人工砂生产线及其技术装备发展列入鼓励项目,充分说明国家对人工砂发展的态度[1]。 建筑干粉砂浆具有较强的市场竞争力,市场前景广阔,有着非常高的社会、经济和环境效益,是值得推广和使用的全新产品,国家正是看到它在未来中国市场上的前景和价值,将它列为重点开发和鼓励发展的15个项目之一[2]。大多数干混砂浆产品其含砂量达60%至80%,它的来源和成分以及物理特性不但对产品的质量,同时对生产设备的设计和选型和施工机器如磨损均有不可低估的影响。砂的颗粒形状也影响干粉的强度以及施工工地的输送、机器水灰比混和喷涂。现代混泥土对砂的技术要求也越来越高,特别是高性能混泥土、结构混泥土的耐久性对骨料的要求很严,要求骨料具有稳定的质量,高强度、良好的级配及粒型,而能满足其要求的天然砂数量越来越少[3]。因此高质量的人工砂生产技术,显得尤为重要。 我国人工砂天然资源十分丰富,在我国大江南北,大山河随处可见,有利于就地取材,就地生产,既可以减少运输费用,又可以减少生产费用,具有较好的经济效益。空气筛结合US7破碎主机生产的V7人工精品砂,其成品砂的颗粒度,细度模数可媲美天然砂,并且空气筛可根据原料材质调整其砂子的细度模数,完美的达到国家标准二区中心。空气筛分技术,不仅可以剔除成品砂中多余的石粉,还能有效的防止筛网的堵塞,提高筛分产能及效率,解决无泥量的困扰,既环保又高效,能解决现有高性能混凝土及干混砂浆技术对高质量人工砂骨料的需求。 机制砂振动筛分技术 机制砂振动筛分设备简介 传统的制砂筛分技术分为干法筛分和湿法筛分[4]。干法筛分一般采用圆振筛、直线振动筛,椭圆筛等筛分技术,因细料、粉料较多,不易筛分,导致筛分效率低下,易堵筛,筛分过程粉尘外扬,造成环境污染等缺陷。湿法筛分技术,采用水洗筛分,可提高筛分效率,但存在细砂(0.16mm以下的颗粒)流失严重,影响砂子的连续级配,造成细度模数偏粗。湿法筛分需要大量用水,后期处理费用高昂,排放出的细砂(石粉)处理易造成环境的污染。生产过程中质量、环保很难控制,人工砂产品质量不达标:粒型差,细度模数偏粗(大于3.0)或偏细(小于2.2),级配不连续,两头多中间少(2.36mm以上、0.3mm以下筛余多);含粉量严重超标,成砂率低(一般小于40%);生产过程耗材多,空气及环境污染严重。图1为目前国内较为典型的干式制砂工艺流程:粗碎通常采用颚破、旋回破、锤破;中碎采用颚破、反击破、圆锥破;细碎采用圆锥破、立轴破,中间直接通过圆振筛进行筛分,皮带送料。图2为典型的湿法制砂流程,采用脱水筛、压力旋流器、斗轮、淤泥箱及淤泥泵组成,可以回收大部分0.15mm以上的细沙,同时去除砂中的大部分淤泥。 国际上人工砂主要厂家有特雷克斯、美卓、山特等公司。特雷克斯人工砂筛分常采用圆振筛筛分,较高端的场合采用椭圆筛筛分技术,椭圆筛与圆振筛及直线振动筛分技术相比,具有处理量大,防堵效果好,能耗低,故障少的优点,但对于人工砂中石粉含量过高及生产过程中存在的问题,无法根除。美卓、山特常采用普通圆振筛制砂,会存在传统制砂产品所存在的石粉过高问题。对于石粉过高的问题,目前美卓有采用出空气分离设备,对成品人工砂进行粉尘处理。下面分别对最常用的圆振筛及较为先进的椭圆筛分技术进行简单介绍。 (1)圆振筛简介。圆振筛主要是采用圆形轨迹的筛分动作推动物料通过筛网,实现筛分[5]。相对于其它筛分机,其采购、运行、维护成本相对都较低,筛分过程中筛网不容易堵塞,可在相对较小的振动强度下运行,同时相比其它的筛分机,承受的的冲击载荷效率更高。通常是以块偏心激振器为激振源,以金属弹簧或者橡胶支撑弹簧为弹性元件,以筛箱激振器等为可动部分的筛分设备。其激振器上装有相同规格的配重块。动力由液压马达或者电机经皮带传递至主动轴,从而产生激振力,使筛箱作强制连续的圆运动。物料以此运动作为动力,在水平的筛面上沿圆周方向作不断的抛掷运动,在抛起松散分层的同时,向前运动,周而复始的完成粒度分级和向前输送的过程[6]。其中图3为圆筛的实物图,图4为工作原理图。 圆振筛在矿山行业应用广泛,它集中了预筛分和堆料于一体。可以用于沙子、沙砾、石灰石、碎石、煤矿、表层土和建筑拆除废料的筛分。 (2)三轴椭圆筛简介。三轴椭圆筛是以三轴块偏心激振器为激振源,以金属弹簧或者橡胶支撑弹簧为弹性元件,以筛箱激振器等为可动部分的筛分设备。其激振器的三根轴上装有相同规格的配重块。动力由电机经皮带传递至主动轴,再经过同步齿轮传动,保持一个稳定相位差角,从而产生激振力,使筛箱作强制连续的椭圆运动[6]。物料以此运动作为动力,在水平的筛面上沿圆周方向作不断的抛掷运动,在抛起松散分层的同时,向前运动,周而复始的完成粒度分级和向前输送的过程。其中图5为三轴椭圆筛实物图,图6为其振动原理图。 三轴椭圆筛水平安装时,振动筛的安装高度低,运行平稳,适合各种安装高度限制的干、湿筛分场合。目前广泛应用于冶金、矿山、建筑、交通、水利等部门对各种物料进行分级。该振动筛筛同时也是移动破碎筛分机组的理想设备。 与圆振筛及直线筛相比,三轴椭圆筛兼有圆振筛和直线筛的优点,且椭圆冲程,频率及角度可调,可根据实际物料状况选择理想的振动轨迹,对难筛分物料更加具有优势。 三轴驱动、强迫同步激振能使筛机获得稳定的工作状态,对大处理量的物料筛分尤其有利,同样的筛分面积,椭圆筛的产量可以提高1.3~2倍。 传统制砂效果研究 目前,传统的干法制砂常采用立轴式冲击破碎,配合振动筛及选粉机制砂。如图7所示,原料经过振动给料机,进入立轴式冲击破碎机破碎,通过3mm筛网进行筛分,大于3mm的物料返回破碎,小于3mm的物料进入选粉机分离出石粉和成品砂。如图8所示,此种工艺流程,对照GB/T14684-2001《建筑用砂》人工砂规定的二区曲线,往往会导致0.6-2.5mm部分产品的不足。设备运行时,无法做到整体密封,生产时粉尘较大,无法满足环保要求。 空气筛系统 空气筛分技术为目前世界上先进、合理的制砂筛分技术,该技术完美结合了风选技术及筛分技术,与传统的筛分技术相比,实现细料、粉料的最大面积筛分,提高筛分产能与效率,同时结合负压除尘系统,可实现剔除成品砂中多余的石粉,采用粒度调整技术,实现成品砂细度模数自动调整。其产品,通过配合US7制砂主机,可以达到完美的国家二区标准中心,媲美天然砂。 气筛结构及其特点 空气筛主要由:振动给料机,分散装置,空气筛风选室,振动筛以及鼓风机五部分组成,如图9所示。振动给料机,采用自同步高频(25Hz)直线振动技术,振幅低,同时内置有散料叶片,给料效果好,连续均匀。分散装置由内框架、外框架、散料板、弹性元件,振动电机组成。工作时,振动电机对称安装,同步反转,且呈一定的角度,其突出的优点工作轨迹为椭圆形,工作时不仅有水平运动,还能上下小幅度振动,具有更好的散料效果。同时开停机的时候,能快速的越过共振区,减轻及防止共振现象。空气筛风选室,内置风量调整板,风切板,粒度调整机构等。当物料从风选室上方自由落下时,在风力的作用下,按照规格粗细程度进行分级。风量调整板具有调节风量风压的作用,风切板可以降低粉尘中0.15mm物料的含量,提高成品砂含量。粒度调整机构,可以调整成品砂的细度模数。振动筛采用自同步直线振动技术,结构更加紧凑,占用空间小,处理能力大,筛网采用新型聚氨酯防堵筛网,使用寿命长,防堵塞效果好。鼓风机采用变频技术,效率高,更加节能,为空气筛分系统风选提供动力。 空气筛技术特点 空气筛技术主要具有如下优点: 1)空气筛分技术,巧妙的结合了风选技术和筛分技术的优点,具有剔除成品沙中多余石粉,缓解筛网的堵塞,提高筛分产能及效率等突出优点。 2)空气筛内部具有粒度调整板,能根据不同客户的需求,调节成品砂的细度模数。 3)分散投入风量提高了筛分性能,最细的物料具有最远的筛分长度,最粗的颗粒具有最短的筛分距离。图10所示,空气筛细物料由于质量轻,经过风吹,筛分有效距离长,而普通筛分机相反。 V7干式制砂技术及结果 V7干式制砂设备为南方路机和日本寿技研公司合作开发的高等级人工筛生产设备。该设备具有高度自动化和智能化,由给料机,鼓风机,调控板,回收过滤器以及除尘器组成闭环控制系统,自动控制产品的细度模数。其具体的控制及工艺流程如图11所示。 V7干式制砂技术以US7破碎主机和空气筛技术为核心,其中US7破碎主机采用五孔冲击转子,“石打石”原理,大幅增产了0.15-0.6mm之间的以往难以生产的产品。通过空气筛技术的应用,可以讲破碎中合格产品和超标产品同时分离,粉尘则被除尘器带走,进行储存。整个V7制砂过程,通过风量内气流场的优化,达到最佳的风量平衡,无粉尘外泄,细度模数能在2.6-3.0之间便捷调整。V7制砂生产技术具有如表1所示的特点: 目前V7设备在湖南,广州等地均有实际案例,代表应用实例如图12所示的广州某地的V7生产线,其典型产品曲线如图13所示。从图13可以看出,V7干式制砂设备能很好的控制砂的比例,使混凝土及干混砂浆中较多用到的粒径0.6-2.36mm之间的砂大幅增产,完全满足各种高端混凝土及干混砂浆对砂的需求。 总结 总体来说,人工砂产能需求会越来越多,且质量要求越来越高,人工砂生产设备应符合国家方针政策和有关国家标准和地方法规,并要与时俱进的提高和发展自己。整个产品的设计应该将低碳,绿色、智能、健康,整体设计融入家的元素,使人工砂工厂成为城市一景。 空气筛分技术在机制砂生产中的应用,解决了传统的制砂筛分难题,得到如下结果: 1)解决以往传统制砂筛分难题,提高筛分产能与效率,同时可实现剔除成品砂中多余的石粉。2)采用粒度调整技术,实现成品砂细度模数自动调整。3)绿色环保:粉尘污染点全封闭,粉尘排放度小于30mg/m3。4)低噪声,零排放,配合US7 主机可以生产出高质量成品砂。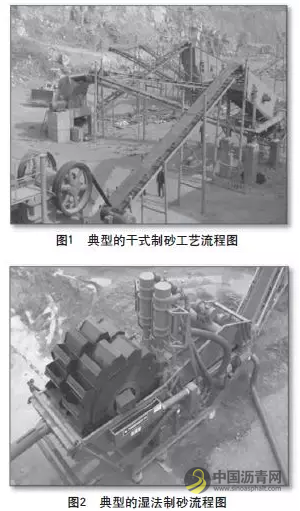


主办单位:深圳海川信息科技有限公司
合作单位:广东省沥青混凝土供应链协会 | 全国混凝土标准化技术委员会沥青混凝土分技术委员会
沥青综合群:112171208 | 沥青销售群:74217223
站长信箱:23341570@qq.com | 业务QQ: 23341570 | 电话:15986629950(微信同号)
沥青网 版权声明 | 免责声明 | 粤ICP备18041746号-15 | 沥青网——沥青行业门户!
