相比其他的再生技术,厂拌热再生技术是目前世界上应用最为广泛且非常成熟的沥青路面再生方法。厂拌热再生技术具有较为广泛的适用性,可以用于中、下面层的沥青再生,通过合理的配合比设计和施工工艺,厂拌热再生混合料的路用性能一般能够相当于甚至好于普通的热拌沥青混合料,尤其是在高温稳定性方面。
中国超过98%的热沥青混合料拌和楼采用间歇式拌和楼,目前对于间歇式拌和楼厂拌热再生,RAP料主要有两种添加方式:①RAP料直投中国沥青网sinoasphalt.com。这种方式RAP的添加量一般不超过15%;②采用双滚筒式增加RAP料掺量。在原有的间歇式拌和楼的基础上增加了一个平行放置的高位式烘干筒,专门用于加热处理RAP材料,RAP材料中的水蒸气以及沥青轻质油分挥发产生的蓝烟都在这一高位烘干筒中清除。该改造方式不降低拌和设备的产量,RAP的掺量也可以提高至50%。
大比例直投式热再生技术难题
相比而言,直投式厂拌再生技术设备改造的投资比双滚筒热再生工艺要减少70%,同时在使用中不会造成黏料等使得生产中断或停机。因为避免RAP的滚筒预热,没有RAP过热老化的风险,同时直投式热再生RAP掺量低,级配控制更可靠,混合料的质量也更容易保证。而且由于目前RAP的回收还不是很规范,很多地方还没有形成统一的定点回收、规范处理的RAP利用方式,仍然以拌和站自主回收为主,RAP的存量还并不是很大,一般RAP掺加量30%左右基本就能够用完,因此就目前的状况,直投式热再生相比于高位滚筒式热再生更有市场。但大比例(30%RAP掺量)直投式热再生在实际应用过程中会存在一些技术难题:
(1)RAP的含水率问题。《公路沥青路面再生技术规范》中,并未对RAP含水率上限作强制性规定,认为“回收沥青路面材料的含水率不应大于3%”,直投式热再生由于RAP为常温添加,且RAP吸水率比较高,一般含有2%左右的水分,而水的比热非常高,容易导致混合料拌和时出料温度迅速降低。为满足出料温度要求,新料需要超高温加热,甚至超过200℃,过高的温度会使集料的性能衰减,同时也对拌和楼的使用寿命产生不利影响。
(2)再生混合料的裹覆均匀性问题。直投式热再生,由于RAP温度升高,老化沥青逐渐溶化,但在溶化过程中老化沥青比较黏稠,黏度较大,造成拌和困难,效率低,混合料出现花白料的可能性增大。
(3)再生混合料的压实问题。新集料的超高温加热会导致沥青老化加剧,混合料黏度增加,路面压实困难,若新集料的加热温度不足,则导致混合料出料温度降低,同样混合料的黏度变大,难以碾压密实,若不添加温再生剂,直投式热再生的碾压始终会是一个问题。
(4)直投式热再生混合料性能。直投式热再生混合料在拌和过程中,会产生大量的水蒸气,水蒸气的存在会对再生混合料的抗水损害性能产生不利影响。同时直投式热再生方式可能会带来混合料其他性能方面的一些损伤,新集料的加热温度过高会造成新加沥青的老化,因而混合料的低温抗裂及疲劳耐久性能降低。
显然采用温拌技术可以解决大比例直投式热再生的压实问题及二次老化问题,温拌技术目前世界范围内主要有3类,包括发泡类(机械发泡和矿物发泡)、有机降黏类、表面活性剂类。无论是机械发泡还是矿物发泡类,都会在混合料中引入大量的水分,造成混合料的水稳定性降低,因而不适合用于直投式热再生;有机降黏类如添加Sasobit等,会造成沥青软化点升高,混合料抗车辙能力增强,但低温抗裂和水稳定性会降低,因而也不适合于直投式热再生。表面活性剂型温拌剂尤其是第三代不含水的表面活性剂,不改变沥青的性质,只是在拌和和碾压过程中降黏,且由于含有大量的胺类物质,具有抗剥落增强功能,同时可降温幅度最大,因而最适合用于大比例直投式热再生。
针对大比例直投式热再生存在的上述技术难题,采用表面活性剂型温拌技术一方面能够改善直投式热再生混合料的裹覆均匀性,提高水稳定性能和混合料压实度,同时有效改善再生混合料的低温抗裂和疲劳性能。为验证大比例直投式温再生混合料的性能,采用徐州绕城高速RAP进行不同含水率混合料的裹覆均匀性、混合料性能等对比研究,温拌剂则采用无锡道瑞德生产的DWMA-1第三代表面活性剂型温拌剂,温拌剂掺量为混合料沥青含量的0.5%。
混合料级配及最佳油石比
采用SUP-20级配进行试验,按照RAP料添加量分别为0%、10%、20%、30%。为降低级配的变异性,粗集料均按照单档筛分,使不同RAP掺量下的合成级配曲线基本一致。
先针对不加RAP料的混合料,分别采用4.0%、4.5%、5.0%的油石比进行马歇尔击实,得到其最佳油石比为4.3%。再生混合料分别按照RAP料中的沥青含量扣除,得到10%、20%、30%RAP掺量下的最佳油石比分别为3.9%、3.5%、3.1%。
一般来说,拌和站若需要将RAP用于热再生,都会采用搭棚遮盖的方式存放RAP料,因此其含水率一般都不会太高,粗RAP的含水率一般不会超过2.0%,细RAP的含水率一般不会超过3.0%。分别取综合含水率为0.5%、1.2%和2.5%的RAP进行不同RAP含水率下混合料的裹覆特性、压实特性及路用性能方面的试验对比。
再生混合料的出料温度及裹覆状况
混合料拌和过程中,石料加热温度为180℃,沥青加热温度为145℃,RAP为常温,拌和温度设定为160℃。拌和工艺为:①石料与RAP料先干拌90s;②加入沥青拌和60s;③加入矿粉拌和60s。拌和完成后立即检测混合料温度,并随机取200g左右质量的混合料,粗骨料全部挑选出来,观察集料表面的裹覆情况,并记录花白料与完全裹覆的个数,以此确定在较低拌和温度下混合料的裹覆状况。
可知:
(1)对于不同的RAP含水率,RAP掺量增加都会使混合料的出料温度降低。当RAP含水率增加时,出料温度的降低幅度逐渐明显,对于30%RAP掺量,当含水率从0.5%增加至1.2%和2.6%时,出料温度分别降低了12和22℃,表明RAP的含水率对于保证再生混合料的出料温度具有重要意义。
(2)随着RAP掺量的增加,混合料的裹覆均匀性逐渐下降,对于普通混合料,当出料温度低于135℃时开始逐渐出现花白料。温拌剂的添加能够有效降低花白料出现的几率,对于30%RAP掺量,1.2%和2.6%含水率时,温再生混合料的裹覆完整率分别较热再生混合料提高22.1%和23.0%。
再生混合料的压实特性研究
沥青混合料的压实特性是指混合料在施工碾压和通车使用过程中,路面体积参数的变化和稳定性。在沥青混合料碾压阶段,由于压路机的碾压使沥青混合料承受压缩、剪切和揉搓,混合料中的颗粒重新排列,因而能够碾压密实。对于表面活性剂型温再生混合料,由于表面活性剂向界面迁移的特性,在路面压实机械的剪切和搓揉作用下,温拌剂迁移至沥青与集料的界面之间,降低沥青膜与集料之间的界面张力,在沥青膜间产生润滑作用,提高混合料的压实度。
经验表明:试件搓揉成型方法相比于马歇尔击实成型方法与沥青路面现场施工的实际情况更相近,而方法又能够详细反映试件成型过程中的变形情况。因此该文采用旋转压实的方式评价普通热再生和温再生混合料的压实特性。
空隙率比较
旋转压实采用设计方法,设计压实次数为100次,压力为600kPa,外部角1.25°。结果表明:(1)相同RAP掺量下,随着RAP含水率的增加,旋转压实试件空隙率逐渐增加;相同含水率下,随着RAP掺量的增加,旋转压实试件空隙率逐渐增加。(2)相同RAP掺量和RAP含水率下,温再生混合料试件空隙率要低于热再生混合料,且随着含水率的增加或随着RAP掺量的增加,温拌混合料相比热再生混合料的空隙率降低幅度都要更大一些,表明在不利的情况下,温拌剂的效果越发明显。
压实功比较
最新一代的旋转压实仪有一个重要功能,能够详细记录在试件成型过程中每次压实后试件的高度,根据该试件高度以及最终完全压实后试件的高度和检测出的试件密度,可以反算出试件在每次压实时的密度,进而通过理论密度计算压实度,并依此绘制出整个压实过程中的压实度曲线,在压实度曲线上任取两点,对这两点间围成的区域进行积分,可以得到这一区间的能量指数,它表示旋转压实条件下,减小混合料空隙率所需要做的功。
SHRP研究认为:一个被认可的混合料设计,在一定旋转压实次数N下混合料的密实度比必须达到一定的要求,并将其作为沥青含量的选择和混合料的设计标准,例如在起始旋转压实次数Nmin要求压实度小于89%,以防止出现软沥青混合料;在设计旋转压实次数Ndes(下要求压实度等于96%,以满足设计空隙率4%的要求;当沥青混合料的空隙率小于2%时,认为沥青混合料接近破坏,所以要求混合料在最大旋转压实次数Nmax下压实度小于98%。
施工过程中的密实能量指数CEI是指混合料在铺筑过程中,使其压实到一指定的压实度时,摊铺机和压路机所做的功。因为对于高速和一级公路,许多规范都要求路面被压实到93%时才可以接受,所以以混合料在熨平板后的状态压实到93%压实度的密实曲线下的面积来表示压路机在施工期间所作的功。如果混合料所需的压实功CEI越低,则施工和易性越好,混合料越容易达到规定的压实度。
可知:
(1)相同RAP掺量下,随着含水率的增加,其需要达到93%压实度所要消耗的压实功逐渐增加,对于常用的20%RAP掺量情况下,当RAP含水率从0.5%增加到2.6%时,其压实功从471.85增加到534.66,增加幅度为13.3%。
(2)相同含水率下,随着RAP的增加,其需要达到93%压实度所要消耗的压实功同样逐渐增加,对于大多数情况下RAP综合含水率为1.2%时,RAP掺量从10%增加到30%,其压实功从428.42增加到542.50,增加幅度为26.7%。
(3)在较高的含水率或较高的RAP掺量下,温拌剂的作用效果越发明显,节能指数越大,当含水率超过1.2%,RAP掺量超过20%时,温拌混合料的节能指数能够达到20%左右。
再生混合料的路用性能评价
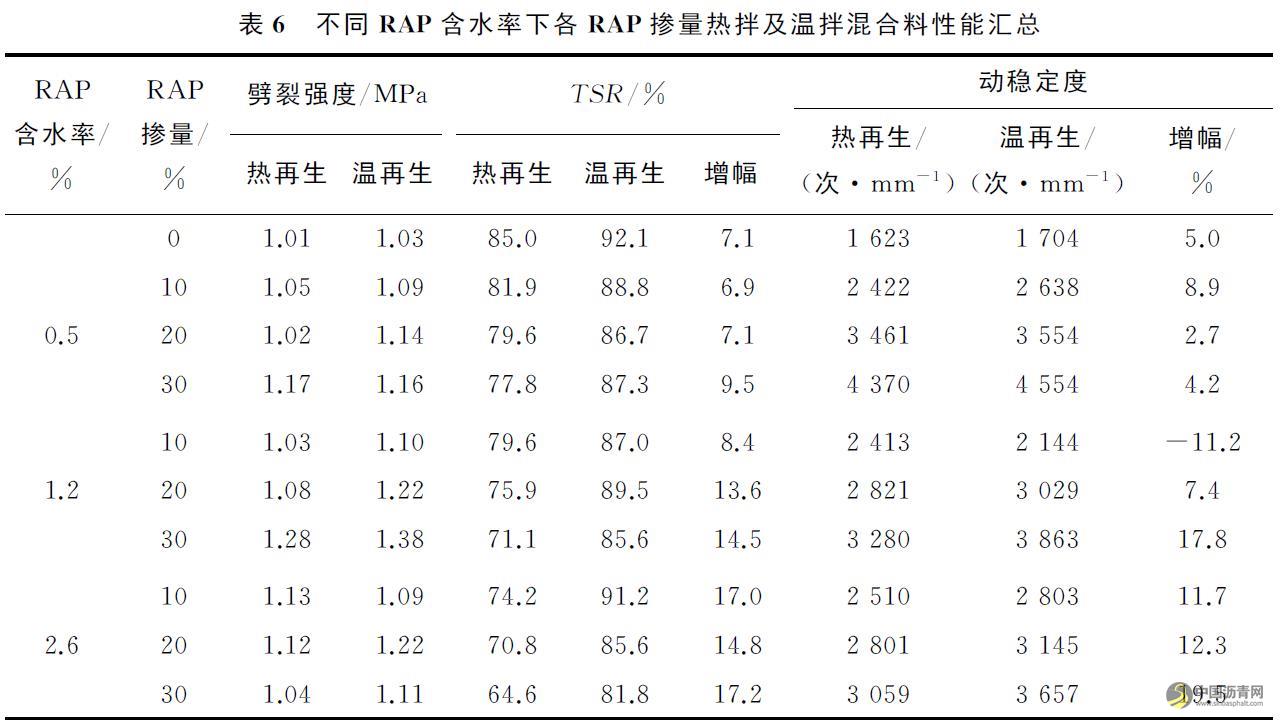
进行普通热再生及温拌再生混合料的路用性能测试。试验结果表明:
(1)当RAP含水率较低时,冻融劈裂TSR基本随着RAP掺量的增加而逐渐降低,当RAP含水率增加,由于出料温度的降低,裹覆均匀性变差,TSR变化趋势不明显;但添加温拌剂后能显著改善温再生混合料的抗水损害性能,其冻融劈裂TSR相比普通混合料增加5%~20%。且当含水率达到2.6%时,普通热再生混合料的冻融劈裂TSR已不满足规范要求,而温再生混合料TSR指标仍然远超规范要求,表明直投式温再生技术可以提高RAP掺量至30%以上。
(2)对于相同的RAP料含水率来说,再生混合料的车辙动稳定度随着RAP掺量的增加几乎呈直线上升的趋势;但对于相同的RAP掺量时,增加RAP含水率则使车辙动稳定度降低,原因在于含水率的增加降低了混合料的出料温度,影响混合料的裹覆及压实。
(3)随着RAP料掺量增加和RAP含水率增大,温再生混合料相比于普通热再生混合料,冻融劈裂TSR和车辙动稳定度指标的提高幅度整体上逐渐增大,表明在不利的条件下,温拌剂更能发挥其有效作用。
结论
通过对不同RAP掺量、不同RAP含水率直投式热再生和温再生混合料出料温度、裹覆状况、压实特性及混合料路用性能评价,综合分析,得到如下结论:
(1)RAP的含水率会影响直投式热再生混合料的出料温度。当RAP含水率增加时,出料温度的降低幅度逐渐明显,表明RAP的含水率对于保证再生混合料的出料温度具有重要意义,实际生产中需要对RAP含水率进行严格控制。
(2)随着RAP掺量的增加,出料温度逐渐降低,混合料的裹覆均匀性逐渐下降,对于普通混合料,当出料温度低于135℃时便开始逐渐出现花白料。温拌剂的添加能够有效降低花白料出现的几率,提高再生混合料的裹覆状况。
(3)相同RAP掺量和含水率下,温再生混合料试件空隙率要低于热再生混合料,且随着含水率的增加或是随着RAP掺量的增加,温拌混合料相比热再生混合料的空隙率降低幅度都要更大一些。当含水率超过1.2%,RAP掺量超过20%时,温拌混合料的节能指数能够达到20%左右。表明在不利的情况下,温拌剂的效果越发明显。
(4)当含水率达到2.6%时,普通热再生混合料的冻融劈裂TSR已不满足规范要求,而温再生混合料TSR指标仍然远超于规范要求,表明直投式温再生技术可以继续提高RAP掺量至30%以上。
(5)随着RAP料掺量增加和RAP含水率增大,温再生混合料相比于普通热再生混合料,冻融劈裂TSR和车辙动稳定度指标的提高幅度也逐渐增大,表明在不利的条件下,温拌剂更能发挥其有效作用。
综上所述,对于直投式大比例热再生来说,表面活性剂型温拌剂能够有效地改善再生混合料的裹覆状况,提高压实度和路用性能,值得在实际应用过程中进行推广。

主办单位:深圳海川信息科技有限公司
合作单位:广东省沥青混凝土供应链协会 | 全国混凝土标准化技术委员会沥青混凝土分技术委员会
沥青综合群:112171208 | 沥青销售群:74217223
站长信箱:23341570@qq.com | 业务QQ: 23341570 | 电话:15986629950(微信同号)
沥青网 版权声明 | 免责声明 | 粤ICP备18041746号-15 | 沥青网——沥青行业门户!
