在工程施工中为了提 高接缝处的性能 ,提高接缝密实度依然是一条直观 的途径。采用振动压路机以及合理的碾压组合来获得符合要求的密实度 ,在我国值得借鉴 。
随着交通基础设施的发展 ,多车道沥青路面的纵向接缝越来越被众人所重视 沥青网sinoasphalt.com。在通常情况下 ,接缝处密度低 、平整度差且存在密度梯度 ,这些 都是由于先铺 的车道(冷料车道 、第一车道)没有侧向限制 ,在碾压过程 中,无侧限的边缘趋于横向变形 ,而不是压实 ;而邻近车道(热料车道)具有冷料车道的侧限 ,能够压实 ,密度较高 。因此 ,沿着接缝经常发生开裂、松散和由于水侵害所带来的裂缝扩展等早期破坏 ,从而缩短 了路面的使用寿命 。针对存在的问题 ,本文在总结国外纵缝施工技术的基础上,提 出了较为可行的技术措施 ,希望它能大幅度减少或者消除沿着纵向接缝 的裂缝和松散病害并改善其性能。
在接缝处理中 ,采用全幅摊铺 ,虽然可以消除纵向接缝 ,但沥青混合料容易产生离析 ,且容易受供料水平的限制 ,并不是实用的办法 。梯队作业时纵缝采用热接缝 ,如果现场条件允许 ,在碾压及时 、连续的条件下 ,确为一理想 的纵缝处理技术。但在大多数情况下 .我们都是半幅施工或因特殊原因而产生纵 向冷接缝。为 了改善纵 向接缝 的性能 ,美 国国家沥青技术中心 (NCAT)自1992年在全 国范围内发起对各种纵缝施工技术方法的评价 ,实验路分别在密歇根 、威斯康星、科罗拉多、宾夕法尼亚和 新泽西铺 筑 。本文 主要 基于 1995年在 宾夕法 尼亚州铺筑的实验路 ,介绍其经过六年对八种不同技术的跟踪评价 .希望能为我国道路工作者提供借鉴。
1 国外纵缝接缝技术综合比较
1.1 接缝技术介绍
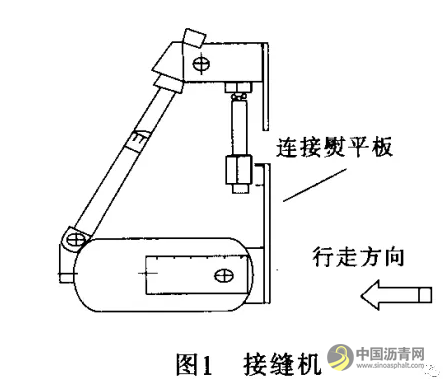
1.1.1 接缝机
它是一种 自动接缝技术,是接缝技术的一次革新 。它由一个约75mm的靴形设备组成(见 图 1),安 装 在熨 平 板 的侧 面 ,用 于将 接 缝处 的多余混合料挤到熨平板前面。在摊铺机的一侧安装一 个反冲板 ,即可 自动完成混合料的搭接。据说如果正确使用接缝机 ,可确保高密度和在接缝处 良好的集料嵌锁。在使用接缝机之前 ,先要调整其在摊铺机两侧 的高度和角度 。
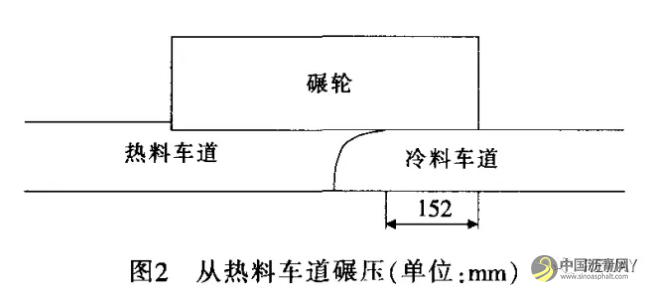
1.1.2 从热料车道碾压 (见 图2)
碾压时碾轮的大部分在热料车道上 ,同时大 约 152mm重叠 在冷 料 车道上 。初压 采 用 振 动 压路 机 压 实 两 遍 (前 进 和后退 ),碾轮 都要 与冷料 车道 重叠 152mm。
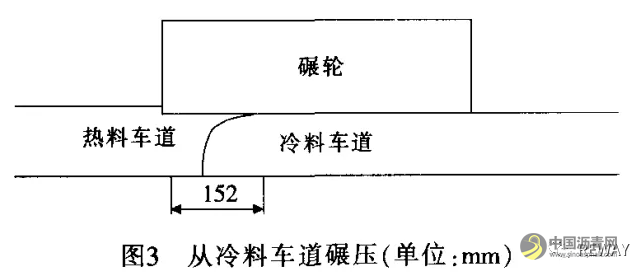
1.1.3 从冷料车道碾 压 (见 图3)
第一遍碾压采用静压 模式 ,碾 轮的主要部分在冷料车道 的一侧 ,碾轮大 约压上热料车道152mm,这种方法被认为在接缝处 产生 “挤压 ”效果 。第 二遍 (后退 )在原 路线上采用振 动压 实模式 ,因为压路机的主要重量 在 已经压实的车道一侧 ,因此大部分 的碾压工作均被浪费 。这种 方式 对 时间要 求严格 ,因为在压 路 机从冷料车道一侧压实过程中,热料车道一侧正在冷却。
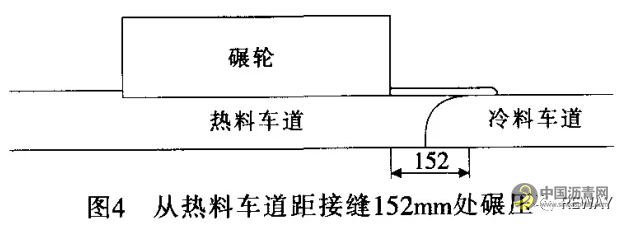
1.1.4 从热料车道距接缝152mm处碾 压 (见 图4)
碾压是从未压实车道上距接缝152mm处采用振动模式开始的混合料被侧向推往接缝 ,随后在接缝处 的碾压将材料挤压进接缝 ,产生高密度。当混合料较软或面层相对 厚 时 ,推 采用此技 术 。第二遍 仍为振 动模 式 ,重叠碾 压 152mm的冷 料车道 ,可以将它作为技术1.1.2的一种改进。
1.1.5 切削盘
切削盘技术是在混合料还是塑性的时候 ,将第一车道无侧限的低密度边缘 切削25mm~50mm。一个直径为254mm的切削盘可以安装在一个复压压路机的碾轮或自动平地机 上 。切削得到的边缘垂直面要在下午铺设相邻的混合料之前加一粘层 。因为将低密度的边缘切除 ,这种技术可以使纵缝密度提高。
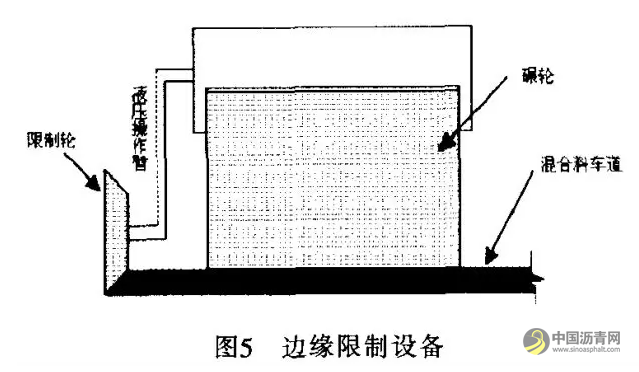
1.1.6 边缘限制设备(见图5)
有约束的边缘压实技术是利用一种边缘限制设备 ,这种设备对先铺车道的边缘有约束。它是在压路机的碾轮旁边加一个液压轮,液压轮将先铺车道的边缘挤压向碾轮 ,而提供侧限。边缘限制 轮约75mm宽 ,并有一 个45的斜角 ,这 项技 术可 以提 高无侧 限边缘 的密度 。限制轮降下后 ,钢轮压路机 的边缘距 车道边缘152mm左右。压路机采用静压模式碾压两遍 ,这样有75mm-125mm的第 一 车 道纵 向边 缘 被 限 制 ,并形 成 约45°的斜面。然后采用振动模式对该车道的其他部分进行 碾 压 (包 括 因设 备 放下未 碾压 的152mm)。
1.1.7 橡胶改性沥青粘层
试验路的第一车道仍采用无侧限的纵缝正 常成 型 ,在 第 一车 道的无 侧 限边缘面上涂3mm厚的橡胶改性沥青粘层。黏附剂储存在可加热的沥青罐 内 ,通过附带的泵来分配和循环。因为黏附剂很稠 ,为了获得在垂直界面处的均匀 、等厚涂层 ,就要放慢速度 。黏附剂很快变硬,稍过一段时间 ,触摸起来就会变粘 。
1.1.8 新泽西楔接 (见 图6)
在第一车道先形成一个 1:3的斜 面 .它 是 在 摊 铺 机 熨平 板 上 加 了一 个 斜钢 板 后形 成的 ,斜 面不涂 粘层 油 。当摊铺 机 摊铺 相邻 车 道 时 ,用 红 外 线 加 热 器 加 热 先 铺 设 的 路 面 边缘 ,大约到93℃左右 ,且相邻车道应 向第一车道搭接75mm~125mm。

八种接缝类型的第一车道都是在上午摊铺 ,邻接车道则在下午摊铺 。没有特殊说明,碾压方式同B从热料车道碾压 。
1.2 八种接缝方式技术指标比较
在实验段摊 铺结束后 ,直接在接缝上 (热料 、冷 料 车道 各 占一 半 )和距 接 缝 305mm的 冷 料 车道 上分别进行钻芯取样9个 ,指标值见表1。对取样进行观测 ,没有任何一个分成两半 ,除切削盘外 ,所有接缝 的冷 、热集 料都嵌 锁 紧密 。可 以对接 缝 处密 度进行 排序 (也反映孔 隙率 的排 序 ):F边 缘 限制设备>E切 削盘>A接缝 机>C从 冷 料 车道 碾 压>D从 热料车道距接缝152mm处碾压>B从热料车道碾 压>G橡胶改性沥青粘层>H新泽西楔接。

实验路 铺 筑后 .每 年进 行一 次观 测 ,施工 完成后第六年的详细观测 资料见表2。对纵缝处理技术划分 等级 应从 以几 下方 面考虑 :纵 向接缝 处裂 缝长度所 占比例、裂缝宽度和 由于冷料车道接缝附近的低密度所引起 的松散长度和程度 .其中裂缝是关键因素。
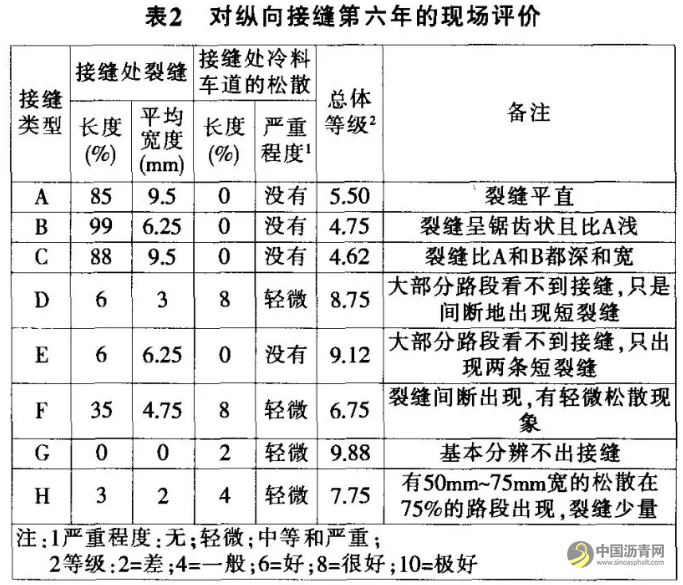
另外 .由累 积六年 的观测 数据 发现 .有些 接缝类型在初始年份表现较好 ,但恶化很快 ,如从热料车道碾压、从冷料车道碾压和接缝机。而有些开始并不看好 ,但却能经受岁月的考验 。如橡胶改性沥青粘层、切削盘和从热料车道距接缝152mm处碾压。
1.3 总 结
对宾夕法尼亚州铺筑的实验路 ,经过六年的现场 观测 (见表2),最终 可得 出以下 结论 。
1.3.1 橡胶改性粘层在纵缝技术方案中表现 出最好的性能 ,其次为切削盘。可是采用切削盘技术的接缝 质量 取决 于操 作人 员是 否将 冷料 车道 切割 的直顺和 摊铺 人员 的摊 铺技 巧 。
1.3.2 采用从 热料 车道距 接 缝处 152mm处 碾 压和新泽西楔接效果也基本能够满足要求 ,没有明显的裂缝。但新泽西楔接出现较多的松散损坏 。其他技术方案都出现了不同程度的裂缝。
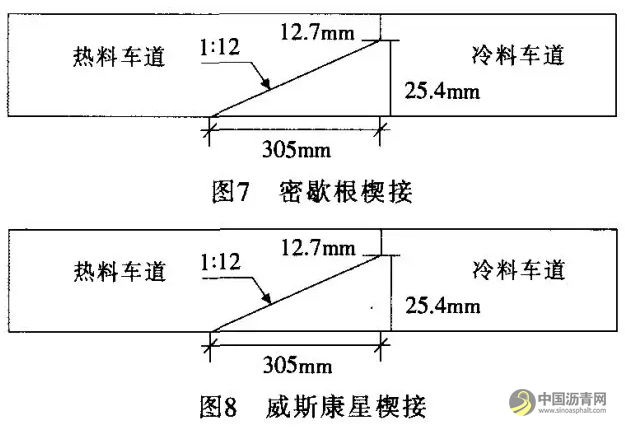
1.3.3 推荐使用橡胶改性粘层或者楔接来获得性能均 匀 的接 缝 。碾压应 从 热料车道进行 ,且距接缝152mm。但是由于各地的经验不同 ,在具体施工过程 中所获得的结果也存在差异 。如在密歇根铺筑时,楔接得到最高密度 ,而楔接在威斯康星却没有表 现出很好 的性 能 ,可能 是后者 施工 经验 不足 .以及在接缝处 的具 体做法也存 在差异 (如图7、图8所示),密歇根楔接在顶部有一个 12.7mm(1/2in)的垂 直面。
2 国外纵缝处理方法的最新进展
因为高密度 的接缝通常在性能表现上优于相对较低密度的接缝,科罗拉多州将提高接缝密度作为解决 问题 的关键 。2003年 ,该 州发 布 了纵 缝处 密实度 为92%(±4%)的规 范 ,行 车道 的密 实 度 为 92%~96%.目标值为94%。而在发布规范之前铺筑的路面其纵缝 密实度在82%~88%。2004年 ,该州开始实施此规范 .承包商尝试 了多种方法 ,包括不同的碾压模式和不同的静压 、振动压路机或者将接缝搅动 ,大 多 只 得 到 约 88% 的 密 实 度 , 少 量 突 破 了88%。将接缝混合料层搅动还具有副作用 ,使用重型压路机已经将表面集料破坏 。
为 了达到 规 范 的要 求 ,同 时不破 坏 表 面集 料 ,经 多次 试 验 .使 用 振 荡 压路 机 成 为解 决 问 题 的 途径。它是通过两根激振轴实现水平振动 ,在交变的水平力作用下 ,激振轮进行往复摆动 ,材料在激振轮 的振 动 和揉搓 相结合 的作 用下 .破 坏 了材料 的剪切强 度 .更 易实 现压 实 。由于偏 心块 在垂 直方 向 的离心力为零 .滚轮不离开路面 ,不像振动压路机在压实 过程 中易与 路面脱 离 而形成 “跳振 ”,这样 既避免 了对面层集料的破坏,同时又实现了快速压 实 。不 间断的揉搓作用还使路面光滑平整 ,不会 出现波纹 。它 同时 还是 一 种耗 能 低 、噪 音 小 的压 实方 法 。对振动压路机的垂直作用力不能解决的问题 .如桥面、停车场 、居 民区路 面以及其 他精 细表面 的压实 .振荡压实都能较好 地解决 。现场 采用HD 090V型振荡压路机压实纵 向接缝 ,用核子密度仪测试 ,压实 度 达 到92%~93% ,满 足 规 范 的要 求 。在 正 常 行车道进行试验 ,使用振荡压路机作为初压,初压密实度 比使用双钢轮压路机在 同种模式下提高约2%。在该 州 的大部 分地方 ,承包 商开 始使 用振 荡压 路机进行复压 ,在小的工程项 目中作为初压。
3 总结与启示
我 国规范规 定 :“当半幅施工或因特殊原因而产生纵向冷接缝时 ,宜 加设挡板或设切刀切齐 ,也可在混合料尚未完全冷却前用镐刨除边缘留下毛茬的方式,但不宜在冷却后采用切割机作纵向切缝 。加铺另半幅应涂洒 少量沥青 ,重叠在已铺层 上50mm~100mm.再铲走铺在前半幅上面的混合料 ,碾压时由边 向 中碾 压 留下 100mm~150mm,再跨 缝 挤 紧压实 。或者 先 在 已压 实 路 面上 行 走 碾 压 150mm左 右 ,然后 压 实新 铺 部分 。“ 可 见 我 国规 范 与 国外 成 功技术基本符合 ,在施工过程中的具体操作也可参考国外的做法 。为了提高接缝处的性能 ,提高接缝密实度依 然是一条 直观的途径 ,采用振动压路机以及合理的碾压组合来获得符合要求的密实度 ,在我国值得借鉴。

主办单位:深圳海川信息科技有限公司
合作单位:广东省沥青混凝土供应链协会 | 全国混凝土标准化技术委员会沥青混凝土分技术委员会
沥青综合群:112171208 | 沥青销售群:74217223
站长信箱:23341570@qq.com | 业务QQ: 23341570 | 电话:15986629950(微信同号)
沥青网 版权声明 | 免责声明 | 粤ICP备18041746号-15 | 沥青网——沥青行业门户!
